一、钛及(ji)钛(tai)合金板(ban)材(cai)焊(han)接规(gui)范(fan)
1、适用(yong)范(fan)围(wei)
1)本节规(gui)定(ding)适(shi)用于(yu)船舶(bo)或海洋(yang)工(gong)程(cheng)用(yong)厚度在 3mm 及以上的(de)钛合金(jin)板��。
2)采用本(ben)节(jie)规定(ding)以(yi)外的(de)钛(tai)合(he)金(jin)板(ban),应将(jiang)其(qi)化学成(cheng)分、力学性(xing)能(neng)和(he)应(ying)用(yong)场(chang)合等(deng)资(zi)料提交 CCS 审核���,经(jing)同(tong)意后(hou),可(ke)按(an)公(gong)认(ren)的有(you)关(guan)标(biao)准验(yan)收(shou)����。
2�����、制(zhi)造(zao)
1)钛(tai)合(he)金板(ban)应(ying)由(you)经(jing) CCS 认可(ke)的(de)工厂(chang)生产。
2)除(chu)本节规定以(yi)外(wai)�,钛(tai)合(he)金(jin)的制造(zao)和试验(yan)应(ying)符(fu)合(he)本篇(pian)第 1 章和第 2 章的有(you)关(guan)规定。
3)钛(tai)合(he)金(jin)的(de)熔(rong)炼应(ying)在(zai)真空条件(jian)下(xia)进行。若(ruo)采用真空自耗炉重熔冶(ye)炼(lian),其自耗电极(ji)禁止使(shi)用(yong)钨(wu)极氩弧焊(han)焊(han)接����,且其熔(rong)炼(lian)次(ci)数(shu)应(ying)不(bu)少于 2 次(ci)�,以(yi)保(bao)证(zheng)材(cai)料(liao)的化学(xue)均(jun)匀(yun)性。
4)钛(tai)合(he)金(jin)板(ban)通常(chang)应采用轧制(zhi)方法(fa)制(zhi)造�����。
5)除(chu)合(he)同规(gui)定(ding)外���,钛合(he)金板通常(chang)以退火(huo)态交货(huo)。
3、表面(mian)质量(liang)
1)板表面(mian)不应有影响使用的(de)缺欠(qian),如裂纹(wen)、起(qi)皮、氧化(hua)皮�、折皱、金属或非金(jin)属夹(jia)杂(za)物(wu)�、过(guo)碱(jian)洗(xi)痕迹(ji)等(deng)。
2)钛合(he)金(jin)板的(de)产品边(bian)缘(yuan)应平齐�����、无(wu)毛刺(ci)���、外形(xing)尺寸(cun)和(he)公(gong)差范围(wei)应(ying)符合(he) CCS 接受(shou)的有关技(ji)术条件(jian)�。
3)轻(qing)微(wei)的(de)表(biao)面(mian)缺(que)陷允(yun)许打(da)磨(mo)去除(chu)。打(da)磨一般应(ying)以(yi)轧制方向进(jin)行(xing)�,打(da)磨(mo)后的(de)表面(mian)应形(xing)成(cheng)平滑(hua)过渡(du)����,且厚度不低于技(ji)术条件所规定(ding)的(de)最(zui)小(xiao)厚度���。不允许(xu)采用焊(han)补(bu)的方(fang)法修(xiu)整表(biao)面缺陷�����。
4��、化(hua)学(xue)成分
钛(tai)合金铸(zhu)锭厂应(ying)对(dui)每炉产(chan)品进(jin)行熔炼(lian)化学(xue)成分分(fen)析��。化学(xue)成分应(ying)满(man)足(zu)表一的要求(qiu)。
表(biao)一 钛(tai)合(he)金的(de)化学成分(%)
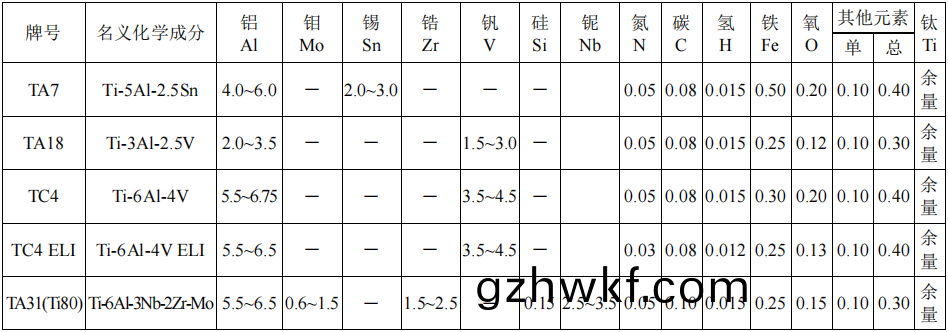
注:表(biao)中(zhong)数(shu)据(ju)除(chu)有(you)区(qu)间(jian)的表示外����,其他(ta)值均(jun)为(wei)最高(gao)限(xian)值。
5�����、力学(xue)性(xing)能
1)应(ying)在每(mei)批(pi)(同一炉号(hao)���、同一(yi)制造方法、同一厚度����、同一热处理(li)炉(lu)次(ci))的板中至少抽(chou)取(qu) 1 张(当 一批板多(duo)于 4 张(zhang)时(shi),应抽(chou)取 2 张板(ban)),在板材(cai)的(de)端部距板边约(yue) 1/4 板(ban)宽处(chu)切(qie)取(qu)一个试料(liao)����。
2)每块试料中应(ying)按(an)如(ru)下(xia)要求(qiu)制取1 个拉(la)伸(shen)试样和(he)1 组(zu)3 个夏比(bi)冲击(ji)试(shi)样(yang)(对(dui)板(ban)厚大于 10mm者) 和(he) 2 个(ge)弯曲试(shi)样(yang):
(1) 拉(la)伸(shen)试(shi)样(yang)应(ying)采(cai)用(yong)本篇(pian)第 2 章(zhang)表(biao) 2.2.2.1 中(zhong)序(xu)号 1 的(de)板状(zhuang)比例(li)试(shi)样(yang)(但(dan)试样(yang)宽(kuan)度(du)可为(wei) 12.5mm P7 试(shi)样)���;对厚(hou)度(du)大于(yu) 40mm 者也可采用(yong)序(xu)号 2 的(de)圆棒(bang)形(xing)比例(li)试样(yang)(但(dan)试(shi)样直径(jing)可为(wei) 5mm),此(ci)时(shi)试(shi)样(yang)的(de)轴(zhou) 线(xian)应位(wei)于(yu)板的(de) 1/4 厚度(du)处��;
(2) 对板(ban)的(de)厚(hou)度不大(da)于 40mm 时(shi)�����,冲击(ji)试样应(ying)为试样边(bian)缘距板轧(ya)制表面不大(da)于(yu) 2mm 处�����;若(ruo)产(chan)品厚(hou) 度超(chao)过 40mm 时,试样的轴(zhou)线(xian)应(ying)位于(yu)板(ban)材(cai)的 1/4 厚度(du)处(chu)。试样轴线应垂直于轧制(zhi)方(fang)向,试(shi)样(yang)的缺口(kou)应(ying)垂(chui) 直于(yu)轧(ya)制面��;
(3) 2 个弯(wan)曲试(shi)样(yang)的受拉(la)面应(ying)至(zhi)少(shao)各(ge)保(bao)持(chi)一(yi)个原轧(ya)制(zhi)面,且(qie)其轴线应(ying)垂(chui)直(zhi)于轧(ya)制(zhi)方向�����。试样宽度为(wei) 15mm,对于厚(hou)度超过(guo) 5mm 的(de)板�����,可(ke)单(dan)面(mian)减(jian)薄至 5mm。
3)力学性能的试(shi)样(yang)制(zhi)备和试(shi)验(yan)应(ying)按(an)本篇(pian)第(di) 2 章相关规(gui)定进(jin)行(xing)��。弯曲试验应(ying)使板两(liang)个轧(ya)制(zhi)面(mian)均(jun) 受到(dao)试(shi)验(yan)。
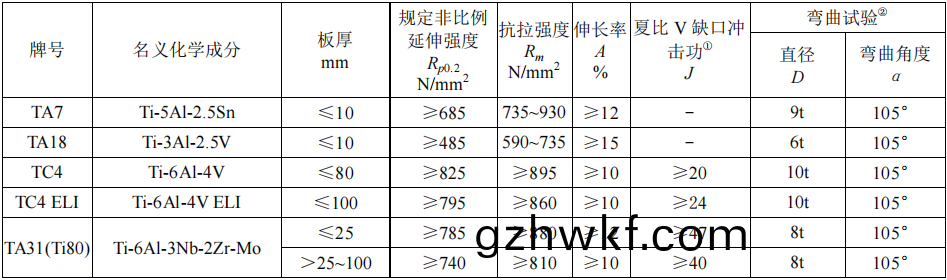
4)钛合金(jin)的力(li)学(xue)性能应满(man)足(zu)表(biao)二的规(gui)定(ding)�。
表二 钛(tai)合(he)金(jin)的(de)力学(xue)性能(neng)
6����、无(wu)损(sun)检(jian)测(ce)
1)若合(he)同规定(ding)对(dui)板应进行无(wu)损(sun)检(jian)测(ce)时,应按合同要求进行(xing)无损(sun)检(jian)测(ce)。
7、标(biao)识(shi)与证(zheng)书
1)板制造厂(chang)对检验(yan)合(he)格(ge)的(de)每一(yi)件钛板(ban)(薄(bao)板(ban)可叠放(fang)打包(bao))在(zai)一个位置(zhi)处(chu)清(qing)晰地标(biao)出 CCS 检验标 识(shi)和(he)下列标记(ji):
(1) 制造厂(chang)名(ming);
(2) 材(cai)料(liao)的牌(pai)号(hao)和(he)交货状(zhuang)态;
(3) 能(neng)够(gou)追(zhui)溯钛(tai)材全部(bu)生(sheng)产(chan)过程(cheng)的编号(hao)或(huo)缩(suo)写(xie);
(4) 如(ru)订(ding)货(huo)方有(you)要求(qiu)时(shi),可(ke)标上订货(huo)合同号或(huo)其他(ta)识(shi)别(bie)标(biao)记(ji)��。
2)每(mei)批(pi)板应附(fu)有(you)材(cai)料(liao)的(de)合格(ge)证书(shu)�����。合格(ge)证(zheng)书(shu)应(ying)至少(shao)包括(kuo)下列内(nei)容:
(1) 订(ding)货(huo)方名称和(he)合同(tong)号����;
(2) 材料(liao)的(de)牌号、炉批号和交货(huo)状态;
(3) 材料的(de)规格(ge)和数(shu)量�����;
(4) 材料(liao)化(hua)学成分(fen)和(he)力学性(xing)能(neng)。
二(er)、钛及钛(tai)合金(jin)管(guan)
1�、一般(ban)规(gui)定
1)本节(jie)规(gui)定(ding)适用于船舶和(he)海洋工(gong)程(cheng)一(yi)般(ban)用(yong)途的(de)钛(tai)及钛(tai)合金管(guan)。
2)采(cai)用本(ben)节规定以外(wai)的(de)钛(tai)及钛合金管(guan)��,应将(jiang)其化(hua)学成(cheng)分(fen)���、力学(xue)性(xing)能(neng)和(he)应(ying)用(yong)场(chang)合(he)等资(zi)料(liao)提交 CCS 审核(he),经同(tong)意(yi)后(hou),可(ke)按公认的(de)有关(guan)标(biao)准验收。
2、制(zhi)造
1)钛及(ji)钛(tai)合(he)金管(guan)应(ying)由经(jing) CCS 认(ren)可的(de)工厂生(sheng)产。
2)除(chu)本节(jie)规(gui)定(ding)以外(wai),钛合金(jin)管的(de)制(zhi)造(zao)和试验(yan)应符合(he)本(ben)篇(pian)第 1 章���、第 2 章和(he)第 4 章(zhang)的有关规定(ding)�。
3)钛及(ji)钛(tai)合金的熔炼应在真空(kong)条件下进(jin)行��。若(ruo)采(cai)用(yong)真空自(zi)耗(hao)炉(lu)重(zhong)熔(rong)冶(ye)炼(lian),应采用(yong) 2 次或(huo)以(yi)上 的(de)重熔工(gong)艺,以保证材料的(de)化学(xue)成分均匀性和组(zu)织(zhi)均(jun)质(zhi)性(xing),并降(jiang)低(di)氧化(hua)和氮化(hua)夹杂(za)物水平(ping)���。
4)钛(tai)合金管(guan)可(ke)采(cai)用轧制(zhi)���、焊接或焊接(jie)加轧(ya)制(zhi)的方(fang)法制(zhi)造���。
5)焊(han)接管可(ke)以(yi)退火态的(de)轧(ya)制板带卷(juan)制(zhi)后(hou)��,用 TIG 焊(han)或(huo) MIG 方法(fa)焊(han)接而(er)成(cheng)�。若需(xu)采用填(tian)充(chong)材(cai) 料(liao)时����,采用的填充材(cai)料应与(yu)母(mu)材相(xiang)适应(ying)����。
6)钛及钛(tai)合(he)金管的(de)制造(zao)质(zhi)量(liang)应(ying)符合本规(gui)范(fan)本篇第(di) 4 章(zhang) 4.1.3 的(de)相(xiang)关(guan)规(gui)定(ding)��。
3�����、热(re)处理
1)除合同(tong)另(ling)有(you)规(gui)定外,钛(tai)及钛合(he)金(jin)管(guan)应(ying)以退火(huo)态交货。
2)对(dui)于(yu)冷(leng)轧加工(gong)的(de)管(guan),通(tong)常(chang)应(ying)在(zai)不(bu)低于(yu) 540℃的(de)温度下进行(xing)退(tui)火�;对热(re)加(jia)工的管(guan)�,若(ruo)加工(gong)终 止温度不(bu)低于(yu) 760℃时(shi)�,可不(bu)必(bi)进一步热处理����。
4���、化学成分(fen)
钛(tai)合(he)金(jin)铸(zhu)锭厂(chang)应(ying)对(dui)每(mei)炉产(chan)品(pin)进行(xing)熔炼(lian)化(hua)学成(cheng)分(fen)分析(xi)����。化学(xue)成(cheng)分(fen)应(ying)满足表(biao)三的(de)要求(qiu)。
表(biao)三 钛和钛合金管(guan)的化学成(cheng)分 (%)
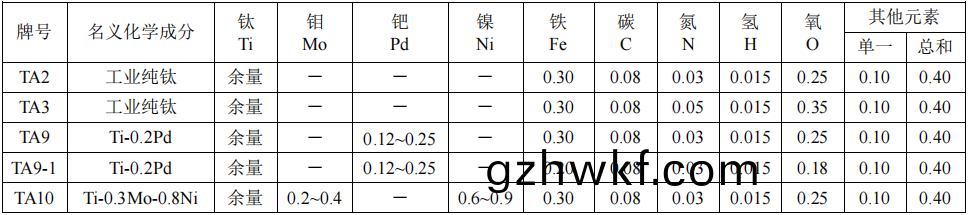
注:表中(zhong)数据除有区(qu)间(jian)的(de)表(biao)示(shi)外����,其(qi)他(ta)值(zhi)均(jun)为最(zui)高限值。
5、力学性能(neng)
1)钛管和(he)钛合金(jin)管(guan)可(ke)按(an)批(pi)进(jin)行(xing)检(jian)查和(he)试验(yan)。每(mei)批管(guan)材应(ying)由(you)同(tong)一炉(lu)号、同一制造方法(fa)���、同一规格(ge)、同(tong)一热(re)处(chu)理(li)炉(lu)次(ci)的钛管(guan)组(zu)成(cheng)。
每(mei)批(pi)管(guan)材(cai)中(zhong)按(an) 2%的比例随(sui)机(ji)抽取(qu)不(bu)少(shao)于 2 根�,按下述要(yao)求进行(xing)取样(yang)试(shi)验:
(1) 每根管取一个(ge)拉(la)伸试(shi)样和(he)一个(ge)压(ya)扁试样(yang)����;
(2) 当订货(huo)方(fang)有要求�����,每(mei)根管截取一个(ge)弯曲试(shi)样�����。
2)拉(la)伸(shen)和压扁试(shi)验(yan)的试(shi)样(yang)和(he)试(shi)验(yan)应符合本篇第 2 章(zhang)的有关规定(ding)。压扁(bian)试验(yan)时(shi)��,当(dang)管径小于等 于 25.4mm 时�����,压(ya)扁(bian)系(xi)数取 0.04;对(dui)管径(jing)大于 25.4mm 时(shi)�����,压(ya)扁(bian)系(xi)数(shu)取(qu)为 0.06�。对 TA10 合金,压扁(bian)系 数(shu)取为(wei) 0.04。
3)钛及(ji)钛合(he)金管(guan)的(de)力学(xue)性(xing)能应(ying)满足表四的(de)规(gui)定�。
表(biao)四(si) 钛及(ji)钛(tai)合金管的(de)力学性能(neng)

6�����、无(wu)损检测与液压(ya)检(jian)测
1、所有(you)钛(tai)和钛合(he)金(jin)管均应在(zai)制(zhi)造(zao)厂(chang)进(jin)行无(wu)损检测和液压(ya)试验�����。2、无(wu)损检(jian)测可(ke)按(an)公(gong)认标准(zhun)(如(ru) GB/T 12969)的规(gui)定(ding)进(jin)行涡流或(huo)超声(sheng)波检测(ce)��。
3����、如无(wu)合(he)同(tong)规(gui)定��,液压(ya)试验的压(ya)力(li)可按下(xia)述公式(shi)确定���。但(dan)一般对管径不超过(guo) 76mm 的管����,试(shi) 验压力(li)不必超(chao)过 17.2MPa���;对(dui)管(guan)径(jing)超过(guo) 76mm 的(de)管(guan)����,试验(yan)压(ya)力也(ye)不(bu)必超(chao)过(guo) 19.3MPa。
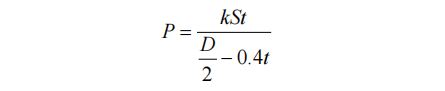
式中(zhong): P ――试验压(ya)力(li)�����,MPa;
k ――试(shi)验压力系数(shu),对(dui)无(wu)缝管(guan)取(qu) 1�����,对焊(han)接管取 0.85���;
S ――管子(zi)的许用(yong)应(ying)力(li)����,一(yi)般取材(cai)料规定(ding)非比(bi)例(li)延伸(shen)强度最小(xiao)值(zhi)的(de) 50%,MPa�����;
t ――管壁厚(hou)度��,mm�����;
D――管的(de)名义(yi)外(wai)径(jing),mm。
4�、液压(ya)试验(yan)时(shi),试(shi)验(yan)压力应保(bao)持至少(shao) 5s,管材(cai)应不出现畸变或泄漏。
7、标(biao)识与证书(shu)
1)制造厂(chang)应(ying)在检(jian)验合(he)格的(de)每一(yi)根钛(tai)管(guan)或(huo)钛合(he)金管上(shang)清(qing)晰地(di)标(biao)出 CCS 标识(shi)和(he)下(xia)列标记:
(1) 制造(zao)厂名(ming)或商标(biao);
(2) 材(cai)料(liao)的牌号和(he)规(gui)格���;
(3) 能够(gou)追溯(su)钛(tai)管全部(bu)生产(chan)过程的(de)编号或缩写�。
2)每(mei)批(pi)管(guan)应附(fu)有(you)材(cai)料(liao)的合(he)格证书。合(he)格证书应至(zhi)少包括(kuo)下(xia)列(lie)内容:
(1) 订货(huo)方名(ming)称和(he)合同(tong)号(hao)����;
(2) 材(cai)料(liao)的(de)牌号(hao)、炉(lu)批号和交货(huo)状(zhuang)态���;
(3) 材料(liao)的规格和(he)数(shu)量(liang);
(4) 材料(liao)化学(xue)成(cheng)分(fen)和力学(xue)性能。
相(xiang)关(guan)链(lian)接

金属百度客服")
市(shi)凯泽金属材料(liao)有限公司(si)")
市凯泽(ze)金属(shu)材(cai)料(liao)有限公(gong)司")
联网经营(ying)企业(ye)电子(zi)标识编(bian)号:610301100065616")
安(an)备案号:61030502000277")
站访问(wen)在线(xian)统(tong)计(ji)")