锻(duan)造工艺是(shi)一(yi)种(zhong)常(chang)见(jian)的加(jia)工技术(shu)����,经(jing)常(chang)利用锻(duan)压(ya)机(ji)使需(xu)要被锻造的材料(liao)由(you)于(yu)受(shou)到压力而(er)变形(xing)从而(er)使(shi)原(yuan)始(shi)的(de)金(jin)属(shu)零件(jian)转化(hua)成为需要(yao)的(de)尺(chi)寸和状态����,锻造(zao)主要(yao)包含(han)两种类(lei)型��,即锻造和(he)冲(chong)压(ya)���。锻(duan)造(zao)产(chan)生的(de)金属锻(duan)件具有(you)良(liang)好的(de)性(xing)能(neng)�����,主要(yao)由(you)于锻(duan)造增加了(le)金属(shu)原(yuan)材(cai)料(liao)的(de)密度�,避免其(qi)结(jie)构(gou)疏(shu)松(song)造(zao)成的不(bu)稳(wen)定(ding)�����,除(chu)此(ci)之外�,其保(bao)证了(le)金(jin)属锻(duan)件产(chan)生(sheng)的性能(neng)�,因此被(bei)广泛(fan)用(yong)于目前的零件(jian)加(jia)工(gong)产(chan)业(ye)�����。这些(xie)锻(duan)造(zao)零(ling)件可以应用于(yu)某(mou)些工(gong)作(zuo)环(huan)境(jing)苛(ke)刻的设(she)备(bei)中,可以(yi)有效(xiao)抗(kang)负载�,具(ju)有(you)极高的稳定性(xing),因(yin)此(ci)锻件的应用(yong)前景广(guang)阔���。
")
钛合(he)金(jin)是一(yi)种新型的(de)合(he)金(jin)[1],其主(zhu)要是增加(jia)了(le)钛金(jin)属(shu)的(de)强(qiang)度,同(tong)时降(jiang)低(di)了(le)钛(tai)金属(shu)的(de)密度��,从而(er)保(bao)证钛金属具有优(you)秀(xiu)的耐腐(fu)蚀性能(neng),因(yin)此(ci)有(you)很(hen)大的(de)应(ying)用(yong)价(jia)值(zhi)���。为(wei)了更好地(di)应用(yong)这些(xie)材(cai)料����,锻造(zao)工艺(yi)对(dui)锻(duan)件性(xing)能影响(xiang)的研(yan)究(jiu)十(shi)分必要。锻(duan)造(zao)是利用金(jin)属的塑性(xing)[2]�����,在(zai)工具的(de)冲(chong)击(ji)或(huo)压力(li)下(xia)�,获得(de)具有特(te)定形(xing)状和(he)结构性(xing)能的塑性成(cheng)形工艺(yi)。锻造生产的(de)优势(shi)在于(yu),不(bu)仅可以(yi)获(huo)得机(ji)械零(ling)件的指定形状(zhuang)��,而(er)且可(ke)以改善材(cai)料(liao)的内(nei)部(bu)结(jie)构�,提高机械零件(jian)的(de)机(ji)械性能�����。钛合金(jin)锻件广(guang)泛用(yong)于(yu)制造中(zhong)温(wen)发动(dong)机(ji)风扇(shan)和压(ya)缩机(ji)叶(ye)盘(pan)。利(li)用(yong)钛合(he)金锻件可(ke)以(yi)有效地将(jiang)叶盘(pan)的结(jie)构类(lei)型转(zhuan)化,由传统的(de)多(duo)连接(jie)叶(ye)盘(pan)转化(hua)成(cheng)叶片(pian)圆(yuan)盘(pan)连接型(xing)叶(ye)盘[3]����,这(zhe)样可以导(dao)致整个叶(ye)盘(pan)的结构(gou)不那(na)么(me)繁琐�,组成叶(ye)盘(pan)的材(cai)料(liao)需(xu)求(qiu)也(ye)降低(di)了(le),因(yin)此(ci)叶盘此(ci)时能进行保形配(pei)置���,叶盘(pan)需要更(geng)好(hao)地(di)低疲(pi)劳(lao)和抗(kang)蠕(ru)变(bian)配置。因此�,本文(wen)研(yan)究(jiu)了(le)锻造工(gong)艺(yi)对(dui)钛合(he)金锻件组织和性(xing)能(neng)的影响�����。
1�����、试(shi)验(yan)方(fang)案
1.1整(zheng)体(ti)叶(ye)盘(pan)形状(zhuang)与尺(chi)寸(cun)
研(yan)究(jiu)的钛合(he)金选用(yong)TC17合金,该(gai)钛合(he)金(jin)的(de)是(shi)(Mo+Cr)含量(liang)为8%,比TC4和(he)Ti-6242具(ju)有更高(gao)的(de)中温(wen)强(qiang)度,因(yin)此现(xian)在(zai)被(bei)广泛地使用在(zai)其中。发(fa)动(dong)机风(feng)扇和压缩(suo)机(ji)集(ji)成叶(ye)盘(pan)制造(zao)可(ke)以(yi)使(shi)用(yong)钛合(he)金锻(duan)件(jian)来(lai)有(you)效地转(zhuan)化叶盘的(de)结构(gou)类(lei)型(xing),使(shi)其(qi)结(jie)构(gou)由(you)繁到简,不仅(jin)减少了(le)叶(ye)盘再(zai)制造生(sheng)产时需要(yao)的(de)工(gong)序(xu),也(ye)降(jiang)低制(zhi)造叶盘(pan)的(de)材料(liao)消(xiao)耗。由(you)于(yu)叶(ye)盘在使(shi)用过程中(zhong)必须(xu)保(bao)证时刻(ke)具(ju)有(you)弹性(xing),因此(ci)必(bi)须(xu)要(yao)避(bi)免(mian)其(qi)由(you)于(yu)疲劳(lao)产(chan)生的(de)不(bu)可(ke)弯曲(qu)的(de)问题。研究表明�,叶(ye)盘的(de)疲劳问题主(zhu)要(yao)由(you)叶(ye)盘的锻(duan)造方(fang)式来改(gai)善,在(zai)锻(duan)造(zao)时可(ke)以(yi)增加其纹理(li)状态太(tai)保(bao)证性能(neng)。叶盘(pan)组织受热(re)导致(zhi)其性能(neng)转变的临界点温(wen)度(du)即(ji)为叶(ye)盘(pan)锻(duan)造时(shi)需要(yao)注(zhu)意的变形温度�����,根据叶盘(pan)加热(re)变(bian)形(xing)温度得(de)出固定(ding)的组织(zhi)���,该组织(zhi)称之(zhi)为(wei)三相(xiang)组织(zhi),以(yi)上阶(jie)段的锻(duan)造(zao)称(cheng)为近β锻造(zao)。与该过(guo)程不(bu)同���,叶(ye)盘(pan)组(zu)织使(shi)用(yong)极(ji)高的(de)温(wen)度加(jia)热后(hou),导(dao)致其(qi)性能(neng)完(wan)全受(shou)到(dao)损伤�����,甚至(zhi)产生层(ceng)状(zhuang)结(jie)构(gou)的过(guo)程称(cheng)为β锻造(zao)。研(yan)究表明(ming)��,本(ben)实(shi)验(yan)研(yan)究的(de)钛合(he)金(jin)TC17,使用这两(liang)种锻(duan)造方法(fa)锻造(zao)出的网(wang)篮三相(xiang)结(jie)构(gou)更(geng)能(neng)满(man)足(zu)飞(fei)机(ji)发(fa)动机的(de)技(ji)术要求��。
首先(xian),应(ying)明确检(jian)测(ce)整体(ti)叶盘锻件(jian)的(de)盘形(xing)和(he)尺寸����,如图1所(suo)示(shi)。
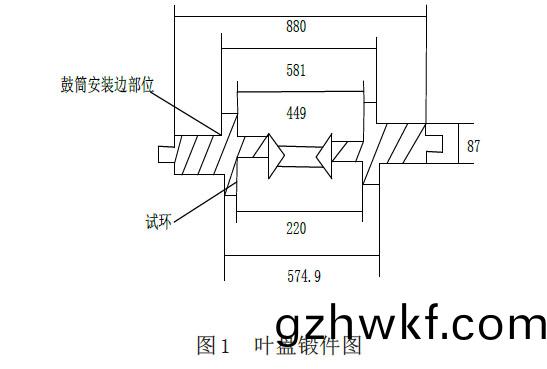
如图1所(suo)示��,整(zheng)个叶(ye)盘锻件(jian)由试环和(he)鼓筒(tong)安(an)装边(bian)部(bu)位(wei)组成�����。
1.2原(yuan)材(cai)料(liao)
本试(shi)验(yan)选(xuan)用310mm ×80mm的TC17合(he)金,该(gai)合(he)金(jin)的(de)化(hua)学(xue)成(cheng)分能为:5.12Al�����、4.14Cr�����、4.06Mo、2.17Sn、1.98Zr���、0.01C��、0.005N��、0.0021H,β相转变温度(du)Tβ为893℃。试(shi)验(yan)用料是(shi)经过相(xiang)变(bian)点下多次(ci)镦拔变形的均匀(yun)双(shuang)态(tai)组(zu)织(zhi)。
1.3 工(gong)艺设(she)计(ji)
为了对比TC17合金(jin)近β锻(duan)和β锻后(hou)组(zu)织性(xing)能�,设(she)计了如下(xia)锻(duan)造工艺(yi)路(lu)线(xian)。
第一种,坯(pi)料加(jia)热(re)(Tβ+25)℃�����,等温镦粗,变(bian)形速度(du)v=1mm/s,等(deng)变(bian)形量55%,锻后空(kong)冷����,热(re)处理采(cai)用(yong)800℃×4h����,WQ+630℃×8h,AC。
第二种���,坯(pi)料(liao)加(jia)热(re)(Tβ-20)℃,等(deng)温(wen)镦(dui)粗,变(bian)形速度(du)v=1mm/s���,变(bian)形(xing)量(liang)40%,锻(duan)后水(shui)冷�,热处理采用(yong)850℃×3h����,AC+800℃×4h,WQ+630℃×8h,AC����。
这两种(zhong)工(gong)艺(yi)方(fang)案主(zhu)要的(de)区(qu)别(bie)在(zai)于(yu)其相(xiang)变点的(de)加(jia)热方(fang)式(shi)��,以一种(zhong)选用(yong)了相(xiang)变(bian)点(dian)上加热(re),第(di)二种(zhong)则选(xuan)用相(xiang)变(bian)点下加(jia)热,两者锻后(hou)也不一(yi)样��,第(di)一种锻后选择(ze)空(kong)冷,第二种(zhong)则是水(shui)冷�,热处理(li)为均(jun)匀化+固溶(rong)+时效。
1.4 试(shi)验(yan)过程(cheng)
在试验(yan)过程(cheng)中���,首(shou)先需要将原材料进行改锻(duan)�����,改(gai)锻的(de)环境(jing)控制(zhi)在(zai)3t范(fan)围内,由于(yu)改锻的过程可能会发生(sheng)其(qi)他类型的(de)反(fan)应�����,因(yin)此(ci)需(xu)要预先(xian)设(she)置改锻(duan)的尺寸(cun),本(ben)文(wen)采(cai)用的(de)锻锤(chui)为(wei)常规(gui)锻锤(chui),需(xu)要(yao)将改(gai)锻尺(chi)寸设(she)定为250mm ×120mm,尺(chi)寸输(shu)入(ru)后(hou)需(xu)要进(jin)行改锻的加热(re)处理(li)�,本试(shi)验选取电炉进行加热(re)处(chu)理,设(she)置电炉(lu)的探波数(shu)值���,进行(xing)预(yu)热处理(li)后即(ji)可(ke)开(kai)始(shi)进(jin)行改(gai)锻。
1.5 试验取样(yang)图(tu)
根(gen)据(ju)试验(yan)过程����,选(xuan)取试样的部(bu)位(wei)进(jin)行(xing)试验(yan)取样(yang)���,试(shi)验取样(yang)图(tu)如图(tu)2所示(shi)�����。
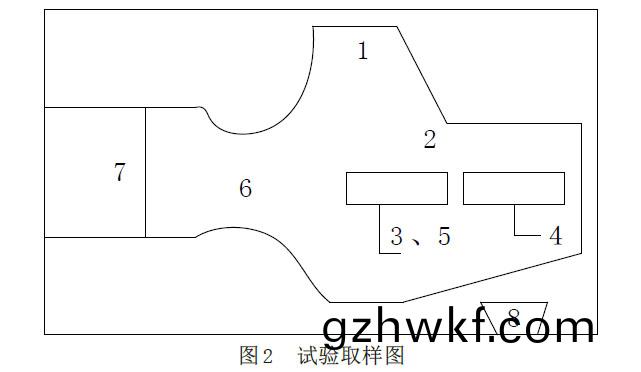
由(you)图2可(ke)知(zhi),试样(yang)取样分成若干(gan)步(bu)骤,不同(tong)的(de)锻(duan)造工艺(yi)试验取(qu)样(yang)的位置(zhi)也不同�,图中的(de)1����、2位(wei)置(zhi)为热(re)稳定取样(yang),5、6�����、7、8均为(wei)高温(wen)拉(la)伸取样(yang)�,4代表(biao)疲劳取样。
2、试(shi)验结果与讨论
2.1不(bu)同(tong)锻(duan)造(zao)工艺对显微(wei)组(zu)织(zhi)的影(ying)响
如图(tu)3所(suo)示,为近(jin)β锻(duan)工(gong)艺(yi)锻(duan)件(jian)的显(xian)微组织(zhi)�。其(qi)初生(sheng)α含(han)量约(yue)20%����,条(tiao)状α沿(yan)原(yuan)始(shi)β晶界分布,原(yuan)始(shi)β晶(jing)粒(li)尺(chi)寸(cun)较(jiao)小�,晶(jing)界基本(ben)破(po)碎(sui),为等轴(zhou)α+条(tiao)状α+β状(zhuang)的三(san)态(tai)组(zu)织(zhi)�。

图4为(wei)β锻(duan)显(xian)微(wei)组织图(tu),该(gai)显(xian)微(wei)组(zu)织(zhi)可(ke)以(yi)反映(ying)相变点的热变(bian)形(xing)量���,经(jing)过研(yan)究(jiu)证(zheng)明�,其(qi)在(zai)某(mou)个(ge)固(gu)定温(wen)度(du)可以导致锻造(zao)变形��,从而使显(xian)微结构发生(sheng)转变���。
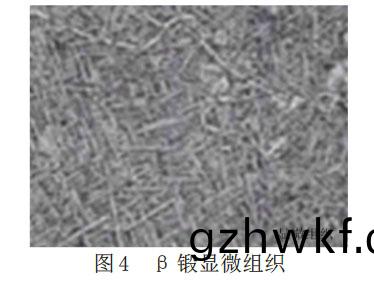
由(you)图(tu)4可知����,试(shi)验(yan)中的钛合(he)金(jin)普遍都(dou)可(ke)以(yi)经(jing)过锻造(zao)产(chan)生(sheng)网(wang)篮(lan)反映�����,经过(guo)锻(duan)造后的钛(tai)合金显(xian)微结(jie)构呈(cheng)现(xian)出网状,容易(yi)受(shou)热(re)改变(bian)性质�����,因此证明此时(shi)满(man)足(zu)锻(duan)造(zao)条(tiao)件。
2.2 不同(tong)锻(duan)造工艺对力学性(xing)能的影(ying)响
分(fen)别(bie)使(shi)用(yong)两种不(bu)同(tong)的(de)锻造(zao)工艺(yi),即(ji)近(jin)β锻和(he)β锻(duan)����,根据(ju)这两种锻(duan)造(zao)工(gong)艺进行(xing)性(xing)能检测���,分别检测室温拉伸�,高温拉(la)伸(shen)和热(re)稳定状(zhuang)态下两(liang)种锻造方式的(de)性(xing)能差(cha)异(yi),由(you)于锻造工艺(yi)受到(dao)金属本身的(de)性能影(ying)响,因(yin)此(ci)需要(yao)提(ti)前进(jin)行热(re)处(chu)理(li)才能进(jin)行(xing)后(hou)续(xu)试验,检测结果(guo)如(ru)表1~3所(suo)示��。

由表(biao)1~表3可知(zhi)�����,两(liang)种工(gong)艺(yi)的力(li)学性能(neng)有较(jiao)大(da)差(cha)异(yi)��,主(zhu)要(yao)体现(xian)在断裂韧(ren)性(xing)方(fang)面��,近β锻(duan)的(de)断裂(lie)韧(ren)性相(xiang)对于β锻(duan)来说偏(pian)小,比(bi)较容(rong)易由(you)于(yu)受(shou)到某(mou)些刺激(ji)而产生(sheng)断裂(lie)�,而(er)β锻就比(bi)较(jiao)稳(wen)定(ding),不容(rong)易发生(sheng)断裂,因(yin)此β锻(duan)比(bi)近(jin)β锻的(de)性能高(gao)�,适(shi)合应(ying)用(yong)于(yu)叶(ye)盘(pan)的(de)制造(zao)中,除此之(zhi)外(wai)����,进行(xing)抗疲劳试验也(ye)是(shi)为了(le)检(jian)测(ce)二(er)者的(de)性能差(cha)异����,计(ji)算(suan)二(er)者的最大(da)疲(pi)劳树(shu)脂。传统两相钛合(he)金(jin)网篮组(zu)织高(gao)周(zhou)疲(pi)劳较(jiao)差(cha),但(dan)TC17合金网(wang)篮(lan)组织(zhi)的(de)疲劳(lao)极(ji)限强(qiang)度(du)可(ke)比(bi)较高,因此(ci)可(ke)以用(yong)作(zuo)叶(ye)盘的(de)生(sheng)产(chan)材料。
3�、结论
β锻工艺的(de)锻件(jian)强度(du)、塑性(xing)及(ji)断裂(lie)韧性等(deng)综(zong)合(he)力学(xue)性能(neng)较(jiao)好(hao)����,近(jin)β锻工(gong)艺(yi)的(de)断(duan)裂(lie)韧性(xing)较差,因此(ci)钛(tai)合(he)金(jin)发动(dong)机叶(ye)盘应选(xuan)用β锻造工(gong)艺(yi)锻(duan)造(zao)���。
4���、结语
综上(shang)所(suo)述�,钛(tai)合(he)金(jin)在(zai)航空航(hang)天,医疗(liao)方面(mian)有重(zhong)要(yao)应(ying)用�,其(qi)具(ju)有耐(nai)腐蚀,高(gao)强(qiang)度的优势,研究表明(ming)�,近(jin)β锻(duan)虽(sui)然强(qiang)度(du)和(he)塑性(xing)优(you)于(yu)β锻(duan)���,但其(qi)断(duan)裂(lie)韧性(xing)较差(cha)����。TC17合(he)金整体(ti)叶(ye)盘锻造应(ying)选(xuan)用β锻工艺���,对(dui)后续(xu)钛(tai)合(he)金(jin)的应(ying)用有(you)一(yi)定(ding)的参(can)考(kao)价(jia)值(zhi)�。
参(can)考文(wen)献(xian)
[1]白东辉,汤育玺(xi).锻造工(gong)艺对TC17钛合(he)金锻件(jian)组(zu)织(zhi)性(xing)能(neng)的(de)影响(xiang)[J].热加工(gong)工艺,2020,49(23):84-86.
[2]杨(yang)华,高俊(jun)峰,何琪功(gong)等(deng).径向(xiang)锻(duan)造机(ji)的几(ji)种典型(xing)主机(ji)结构分析(xi)[J].锻压(ya)技术(shu),2021,46(06):16-32.
[3]阚海(hai)波(bo),吕(lv)兴龙,李伟(wei)华等.耐极寒OPGW金(jin)具锻造与(yu)热(re)处(chu)理(li)工(gong)艺(yi)性能研(yan)究[J].电(dian)力(li)信(xin)息(xi)与(yu)通(tong)信(xin)技术,2019,17(08):63-69.
相关(guan)链接(jie)

金(jin)属(shu)百度客(ke)服(fu)")
属材(cai)料(liao)有(you)限(xian)公司(si)")
市(shi)凯泽(ze)金(jin)属(shu)材(cai)料有(you)限公(gong)司")
联网(wang)经营企业电子(zi)标识编(bian)号:610301100065616")
安备案号:61030502000277")
在线统计(ji)")